

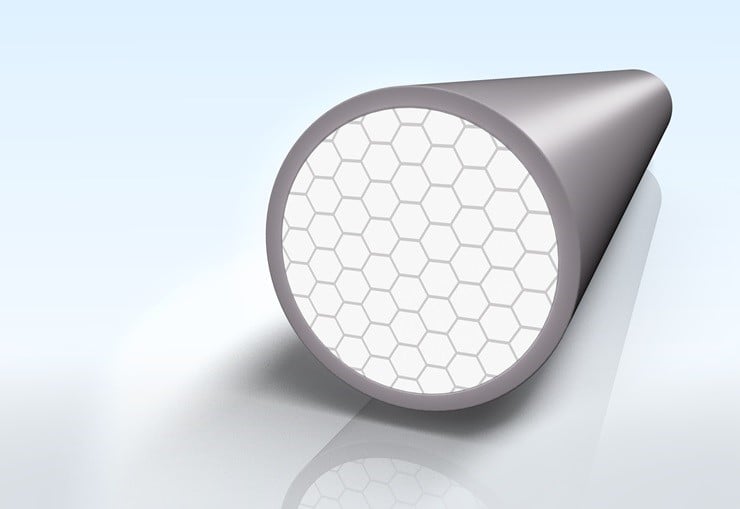
Schematic representation of a fused light guide.
A question I often encounter in conversations with designers and engineers in medtech is: Why do we at SCHOTT fuse our optical fibers at all? In this case, fusing means joining fibers together at the proximal and/or distal end of the fiber bundle by modifying the individual fiber cross-sections using temperature and pressure. Alternatively, you can also glue fibers at the bundle end, usually with epoxy. This gluing process has its limitations which you have to understand in order to benefit from the advantages of the fusing process.
Limitations of Gluing
For gluing, we use a physical component such as an adhesive, for example an epoxy, in the gaps between the fibers (see graphic). In the manufacturing process, there are disadvantages in grinding and polishing these end surfaces, since they are made of different materials – glass, an adhesive, and usually metal as well. For the user of a light guide with glued fibers, problems arise when light sources have to couple in a particularly high amount of energy.
This high power is necessary, for example, in surgical microscopes or endoscopes with very complex structures. In the worst case, the adhesive absorbs so much energy that it burns, forming an opaque layer at the end of the light guide. In high-performance applications, the goal is thus to modify the technical structure of a light guide so that adhesives can be avoided completely.

The left illustration depicts a light guide made of fused glass optical fibers with a large active glass surface shown in white. The right illustration shows a light guide composed of glued glass optical fibers. The dark areas between the fibers represent the adhesive, which absorbs energy, and lead to a smaller active glass surface.
Three Advantages of Hot Fusing
The first advantage of hot fusing is that it creates a homogeneous surface composed of glass without any additional materials, making it easier to grind and polish the end surfaces. Secondly, the final surface is a nearly closed glass surface. As a result, the surface that is illuminated by the light source is virtually completely active. This means that all elements of the surface participate in the light transport, and no photon is absorbed by the epoxy.
The hexagonal structure of the fibers created in the fusing process only leaves minimal gaps, micrometers in size, which are virtually negligible compared to a glued end tip (see graphic). This increases coupling efficiency when we connect two light guides with fused end surfaces, for example when the light cable coming from the light source is coupled or connected to the fiber cone in the endoscope.
A third advantage of fusing is that a larger fiber bundle can be placed in the same diameter than with gluing. Fusing eliminates gaps between fibers and packs the fiber bundle hexagonally tight. Thus, the packing density is increased and more fibers fit inside, which results in more light output for the same bundle size. This means, for example, that a fused 4-mm fiber bundle corresponds roughly to a bonded 4.5- to 5-mm fiber bundle.
Latest Fusing Technology
Recently, we introduced an advanced fusing technology to the market that represents an advancement to our traditional fusing process. This new technology can be applied to the full range of our PURAVIS® glass optical fibers: our GOF70, GOF85 and GOF120 in all three diameters of 30, 50 and 70 mm. With this technology, we are excited to use the advantages of hot fusing to open up many new possibilities for improved robotic surgery illumination.





